
Inserts & pads compatible with other proven systems
 |
Product Code | Order No. | Quantity Required | Screw | Wrench | |
Drill Head | J Ø 25.00 – J Ø 28.70 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.2JK | T7 | ||
Middle Insert | 1 | M2.2JK | T7 | ||
Central Insert | 1 | M2.2JK | T7 | ||
Guide Pad | 2 | M2.5 | T8 | ||
Drill Head | J Ø 28.71 – J Ø 30.70 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.2JK | T7 | ||
Middle Insert | 1 | M2.2JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M2.5 | T8 | ||
Drill Head | J Ø 30.71 – J Ø 34.90 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M2.5 | T8 | ||
Drill Head | J Ø 34.91 – J Ø 35.50 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M3 | T10 | ||
Drill Head | J Ø 35.51 – J Ø 38.90 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M3 | T10 | ||
Drill Head | J Ø 38.91 – J Ø 42.90 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M3 | T10 | ||
Drill Head | J Ø 42.91 – J Ø 47.90 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M3 | T10 | ||
Drill Head | J Ø 47.91 – J Ø 49.40 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M3 | T10 | ||
Drill Head | J Ø 49.41 – J Ø 52.50 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M5 | T20 | ||
Drill Head | J Ø 52.51 – J Ø 54.90 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M5 | T20 | ||
Drill Head | J Ø 54.91 – J Ø 58.30 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M5 | T20 | ||
Drill Head | J Ø 58.31 – J Ø 64.50 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M5 | T20 | ||
Guide Pad | Order No. | Dia Range | Quantity Required |
 | DQ06A | ø 25.00 ~ ø 31.00 | 2 |
DQ07A | ø 31.01 ~ ø 39.60 | 2 | |
DQ08A | ø 39.61 ~ ø 47.00 | 2 | |
DQ10A | ø 47.01 ~ ø 54.99 | 2 | |
DQ12A | ø 55.00 ~ ø 65.00 | 2 | |
Auxiliary Pad | Order No. | Dia Range | Quantity Required |
 | ø 25.00 ~ ø 28.70 | 1 | |
ø 28.71 ~ ø 34.90 | 1 | ||
ø 34.91 ~ ø 47.90 | 3 | ||
ø 47.91 ~ ø 64.50 | 3 | ||

Insert with universal chip breaker



Insert with special chip breaker (suitable for hard chip-breaking)

Middle Insert | Order No. | Dia Range |
 | ø 25.00 ~ ø 28.70 | |
ø 28.71 ~ ø 30.70 | ||
ø 30.71 ~ ø 34.90 | ||
ø 34.91 ~ ø 38.90 | ||
ø 38.91 ~ ø 42.90 | ||
ø 42.91 ~ ø 47.90 | ||
ø 47.91 ~ ø 52.50 | ||
ø 52.51 ~ ø 54.90 | ||
ø 54.91 ~ ø 58.30 | ||
ø 58.31 ~ ø 64.50 | ||

Inserts & pads compatible with other proven systems
 |
Product Code | Order No. | Quantity Required | Screw | Wrench | |
Drill Head | J Ø 49.50DZ – J Ø 52.50DZ | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M4-N | HG-3 | ||
Middle Pocket | 1 | M4 | T15 | ||
Central Pocket | 1 | M4 | T15 | ||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 3 | M4 | T15 | ||
Drill Head | J Ø 52.51DZ – J Ø 54.90DZ | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M4-N | HG-3 | ||
Middle Pocket | 1 | M4 | T15 | ||
Central Pocket | 1 | M4 | T15 | ||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 3 | M4 | T15 | ||
Drill Head | J Ø 54.91DZ – J Ø 58.30DZ | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M4-N | HG-3 | ||
Middle Pocket | 1 | M4 | T15 | ||
Central Pocket | 1 | M4 | T15 | ||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 3 | M4 | T15 | ||
Drill Head | J Ø 58.31DZ – J Ø 64.50DZ | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M4-N | HG-3 | ||
Middle Pocket | 1 | M4 | T15 | ||
Central Pocket | 1 | M4 | T15 | ||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Middle Insert | 1 | M2.5JK | T7 | ||
Central Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 3 | M4 | T15 | ||
 |
Insert with universal chip breaker




Insert with special chip breaker (suitable for hard chip-breaking)

Inserts & pads compatible with other proven systems
 |
Product Code | Order No. | Quantity Required | Screw | Wrench | |
Drill Head | SJ Ø 65.00 – SJ Ø 65.59 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M3 | T10 | ||
Middle Insert | 1 | M3 | T10 | ||
Central Insert | 1 | M3 | T10 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | SJ Ø 65.60 – SJ Ø 68.39 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M3 | T10 | ||
Middle Insert | 1 | M3 | T10 | ||
Central Insert | 1 | M3 | T10 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | SJ Ø 68.40 – SJ Ø 73.49 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M3 | T10 | ||
Middle Insert | 1 | M3 | T10 | ||
Central Insert | 1 | M3 | T10 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | SJ Ø 73.50 – SJ Ø 79.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M4 | T15 | ||
Middle Insert | 1 | M3 | T10 | ||
Central Insert | 1 | M3 | T10 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | SJ Ø 80.00 – SJ Ø 82.69 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M4 | T15 | ||
Middle Insert | 1 | M3 | T10 | ||
Central Insert | 1 | M3 | T10 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | SJ Ø 82.70 – SJ Ø 90.49 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M4 | T15 | ||
Middle Insert | 1 | M3 | T10 | ||
Central Insert | 1 | M4 | T15 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | SJ Ø 90.50 – SJ Ø 106.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M4 | T15 | ||
Middle Insert | 1 | M4 | T15 | ||
Central Insert | 1 | M4 | T15 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | SJ Ø 107.00 – SJ Ø 120.00 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 3 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M3 | T10 | ||
Middle Insert | 3 | M3 | T10 | ||
Central Insert | 1 | M3 | T10 | ||
Guide Pad | 4 | M5 | T20 | ||
Drill Head | SJ Ø 120.01 – SJ Ø 125.00 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M4 | T15 | ||
Middle Insert | 3 | M3 | T10 | ||
Central Insert | 1 | M3 | T10 | ||
Guide Pad | 4 | M5 | T20 | ||
 |
Insert with universal chip breaker


Middle Pocket | Order No. | Middle Insert | Order No. |
 |  | ||
Central Pocket | Order No. | Central Insert | Order No. |
 |  | ||
Insert with special chip breaker (suitable for hard chip-breaking)


Middle Pocket | Order No. | Middle Insert | Order No. |
| | ||
Central Pocket | Order No. | Central Insert | Order No. |
| | ||
Inserts & pads compatible with other proven systems
 |
Product Code | Order No. | Quantity Required | Screw | Wrench | ||
Drill Head | J Ø 64.51 – J Ø 65.59 | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | |||
Middle Pocket | 1 | M5 | T20 | |||
Central Pocket | 1 | M5 | T20 | |||
Peripheric Insert | 1 | M3 | T10 | |||
Middle Insert | 1 | M3 | T10 | |||
Central Insert | 1 | M3 | T10 | |||
Guide Pad | 3 | M5 | T20 | |||
Drill Head | J Ø 65.60 – J Ø 68.39 | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | |||
Middle Pocket | 1 | M5 | T20 | |||
Central Pocket | 1 | M5 | T20 | |||
Peripheric Insert | 1 | M3 | T10 | |||
Middle Insert | 1 | M3 | T10 | |||
Central Insert | 1 | M3 | T10 | |||
Guide Pad | 3 | M5 | T20 | |||
Drill Head | J Ø 68.40 – J Ø 72.99 | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | |||
Middle Pocket | 1 | M5 | T20 | |||
Central Pocket | 1 | M5 | T20 | |||
Peripheric Insert | 1 | M3 | T10 | |||
Middle Insert | 1 | M3 | T10 | |||
Central Insert | 1 | M3 | T10 | |||
Guide Pad | 3 | M5 | T20 | |||
Drill Head | J Ø 73.00 – J Ø 79.99 | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | |||
Middle Pocket | 1 | M5 | T20 | |||
Central Pocket | 1 | M5 | T20 | |||
Peripheric Insert | 1 | M4 | T15 | |||
Middle Insert | 1 | M3 | T10 | |||
Central Insert | 1 | M3 | T10 | |||
Guide Pad | 3 | M5 | T20 | |||
Drill Head | J Ø 80.00 – J Ø 82.69 | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | |||
Middle Pocket | 1 | M5 | T20 | |||
Central Pocket | 1 | M5 | T20 | |||
Peripheric Insert | 1 | M4 | T15 | |||
Middle Insert | 1 | M3 | T10 | |||
Central Insert | 1 | M3 | T10 | |||
Guide Pad | 3 | M5 | T20 | |||
Drill Head | J Ø 82.70 – J Ø 90.49 | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | |||
Middle Pocket | 1 | M5 | T20 | |||
Central Pocket | 1 | M5 | T20 | |||
Peripheric Insert | 1 | M4 | T15 | |||
Middle Insert | 1 | M3.5 | T15 | |||
Central Insert | 1 | M3 | T10 | |||
Guide Pad | 3 | M5 | T20 | |||
Drill Head | J Ø 90.50 – J Ø 106.99 | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | |||
Middle Pocket | 1 | M5 | T20 | |||
Central Pocket | 1 | M5 | T20 | |||
Peripheric Insert | 1 | M4 | T15 | |||
Middle Insert | 1 | M3.5 | T15 | |||
Central Insert | 1 | M3.5 | T15 | |||
Guide Pad | 3 | M5 | T20 | |||
Drill Head | J Ø 107.00 – J Ø 120.00 | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | |||
Middle Pocket | 3 | M5 | T20 | |||
Central Pocket | 1 | M5 | T20 | |||
Peripheric Insert | 1 | M3 | T10 | |||
Middle Insert | 3 | M3 | T10 | |||
Central Insert | 1 | M3 | T10 | |||
Guide Pad | 4 | M5 | T20 | |||
Drill Head | J Ø 120.01 – J Ø 125.00 | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | |||
Middle Pocket | 3 | M5 | T20 | |||
Central Pocket | 1 | M5 | T20 | |||
Peripheric Insert | 1 | M3 | T10 | |||
Middle Insert | 3 | M3 | T10 | |||
Central Insert | 1 | M3 | T10 | |||
Guide Pad | 4 | M5 | T20 | |||
 |
Insert with universal chip breaker
Peripheric Pocket | Order No. | Peripheric Insert | Order No. |
 |  | ||
Middle Pocket | Order No. | Middle Insert | Order No. |
 |  | ||
Central Pocket | Order No. | Central Insert | Order No. |
 |  | ||
Efficient processing groove insert
Peripheric Pocket | Order No. | Peripheric Insert | Order No. |
 |  | ||
Middle Pocket | Order No. | Middle Insert | Order No. |
| | ||
Insert with special chip breaker(suitable for hard chip-breaking)
Peripheric Pocket | Order No. | Peripheric Insert | Order No. |
| | ||
Middle Pocket | Order No. | Middle Insert | Order No. |
| | ||
Central Pocket | Order No. | Central Insert | Order No. |
| | ||
Inserts & pads compatible with other proven systems
 |
Product Code | Order No. | Quantity Required | Screw | Wrench | |
Drill Head | IJ Ø 48.00 – IJ Ø 51.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M3.5-N | HG-2.5 | ||
Middle Pocket | 1 | M4 | T15 | ||
Central Pocket | 1 | M4 | T15 | ||
Peripheric Insert | 1 | M2.5 | T7 | ||
Middle Insert | 1 | M2.5 | T7 | ||
Central Insert | 1 | M2.5 | T7 | ||
Guide Pad | 3 | M4 | T15 | ||
Drill Head | IJ Ø 52.00 – IJ Ø 54.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 1 | M4 | T15 | ||
Central Pocket | 1 | M4 | T15 | ||
Peripheric Insert | 1 | M3.5 | T15 | ||
Middle Insert | 1 | M2.5 | T7 | ||
Central Insert | 1 | M2.5 | T7 | ||
Guide Pad | 3 | M4 | T15 | ||
Drill Head | IJ Ø 55.00 – IJ Ø 57.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 1 | M4 | T15 | ||
Central Pocket | 1 | M4 | T15 | ||
Peripheric Insert | 1 | M3.5 | T15 | ||
Middle Insert | 1 | M2.5 | T7 | ||
Central Insert | 1 | M3.5 | T15 | ||
Guide Pad | 3 | M4 | T15 | ||
Drill Head | IJ Ø 58.00 – IJ Ø 63.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 1 | M4 | T15 | ||
Central Pocket | 1 | M4 | T15 | ||
Peripheric Insert | 1 | M3.5 | T15 | ||
Middle Insert | 1 | M3.5 | T15 | ||
Central Insert | 1 | M3.5 | T15 | ||
Guide Pad | 3 | M4 | T15 | ||
Drill Head | IJ Ø 64.00 – IJ Ø 67.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 1 | M4 | T15 | ||
Central Pocket | 1 | M4 | T15 | ||
Peripheric Insert | 1 | M4 | T15 | ||
Middle Insert | 1 | M3.5 | T15 | ||
Central Insert | 1 | M3.5 | T15 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | IJ Ø 68.00 – IJ Ø 77.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M3.5 | T15 | ||
Middle Insert | 1 | M4 | T15 | ||
Central Insert | 1 | M4 | T15 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | IJ Ø 78.00 – IJ Ø 84.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M4 | T15 | ||
Middle Insert | 1 | M4 | T15 | ||
Central Insert | 1 | M4 | T15 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | IJ Ø 85.00 – IJ Ø 91.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M5 | T20 | ||
Middle Insert | 1 | M4 | T15 | ||
Central Insert | 1 | M4 | T15 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | IJ Ø 92.00 – IJ Ø 98.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M4 | T15 | ||
Middle Insert | 1 | M5 | T20 | ||
Central Insert | 1 | M5 | T20 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | IJ Ø 99.00 – IJ Ø 106.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | ||
Middle Pocket | 1 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M5 | T20 | ||
Middle Insert | 1 | M5 | T20 | ||
Central Insert | 1 | M5 | T20 | ||
Guide Pad | 3 | M5 | T20 | ||
Drill Head | IJ Ø 107.00 – IJ Ø 117.99 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 3 | M4 | T15 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M4 | T15 | ||
Middle Insert | 3 | M3.5 | T15 | ||
Central Insert | 1 | M4 | T15 | ||
Guide Pad | 4 | M5 | T20 | ||
Drill Head | IJ Ø 118.00 – IJ Ø 125.00 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | ||
Middle Pocket | 3 | M5 | T20 | ||
Central Pocket | 1 | M5 | T20 | ||
Peripheric Insert | 1 | M4 | T15 | ||
Middle Insert | 3 | M4 | T15 | ||
Central Insert | 1 | M4 | T15 | ||
Guide Pad | 4 | M5 | T20 | ||
 |
Insert with Universal Chip Breaker
Peripheric Pocket | Order No. | Peripheric Insert | Order No. |
 |  | ||
Middle Pocket | Order No. | Middle Insert | Order No. |
 |  | ||
Central Pocket | Order No. | Central Insert | Order No. |
| | ||
Insert with special chip breaker(suitable for hard chip-breaking)
Peripheric Pocket | Order No. | Peripheric Insert | Order No. |
|  | ||
Middle Pocket | Order No. | Middle Insert | Order No. |
| | ||
Central Pocket | Order No. | Central Insert | Order No. |
| | ||
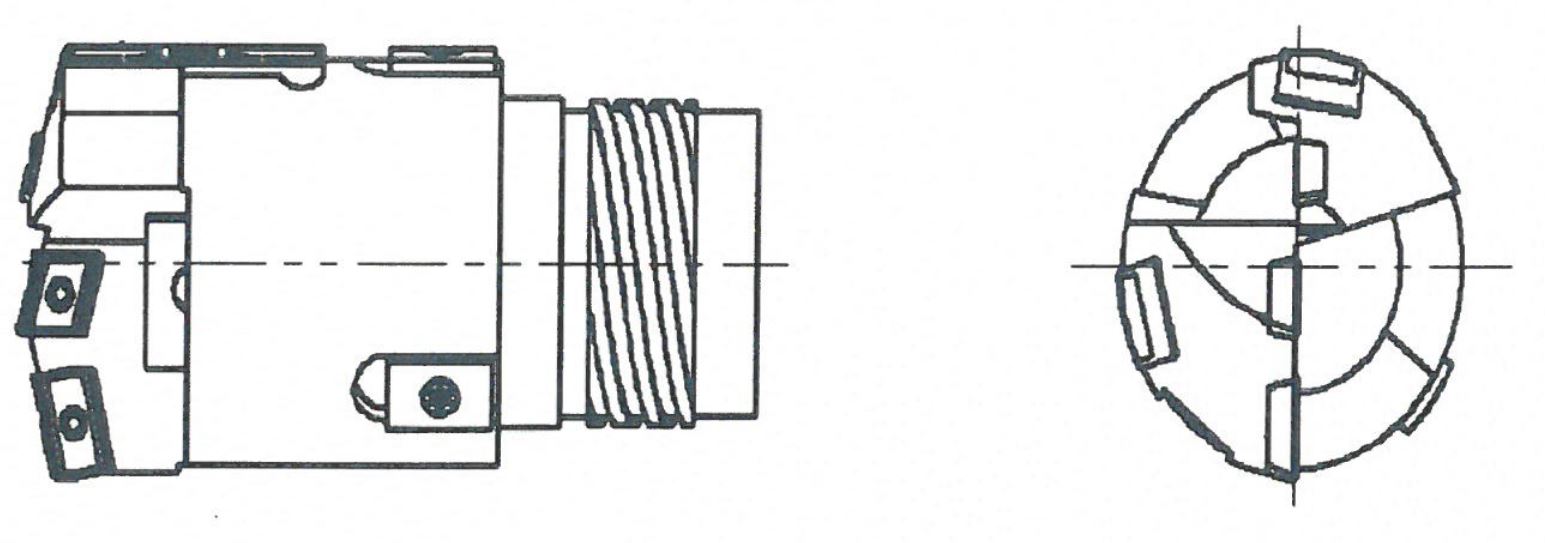
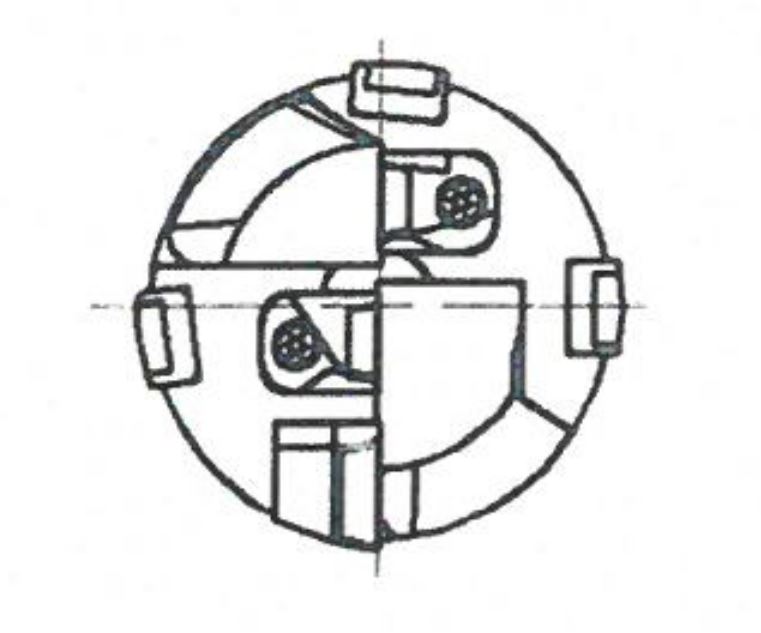
Indexable Counterbore with Insert Only
As Per Request
 |
 |
Product Code | Order No. | Quantity Required | Screw | Wrench | |
Drill Head | JK Ø 25.00 – JK Ø 28.70 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.2JK | T7 | ||
Guide Pad | 2 | M2.5 | T8 | ||
Auxiliary Pad | 1 | M2.5 | T8 | ||
Bakelite guide pad | 1 | M2.5 | T8 | ||
Drill Head | JK Ø 28.71 – JK Ø 30.70 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.2JK | T7 | ||
Guide Pad | 2 | M2.5 | T8 | ||
Auxiliary Pad | 1 | M2.5 | T8 | ||
Bakelite Guide Pad | 1 | M2.5 | T8 | ||
Drill Head | JK Ø 30.71 – JK Ø 34.90 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M2.5 | T8 | ||
Auxiliary Pad | 1 | M2.5 | T8 | ||
Bakelite Guide Pad | 1 | M2.5 | T8 | ||
Drill Head | JK Ø 34.91 – JK Ø 38.90 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M3 | T10 | ||
Auxiliary Pad | 1 | M3 | T10 | ||
Bakelite Guide Pad | 1 | M3 | T10 | ||
Drill Head | JK Ø 38.91 – JK Ø 47.90 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M3 | T10 | ||
Auxiliary Pad | 1 | M3 | T10 | ||
Bakelite Guide Pad | 1 | M3 | T10 | ||
Drill Head | JK Ø 47.91 – JK Ø 49.40 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M3 | T10 | ||
Auxiliary Pad | 1 | M3 | T10 | ||
Bakelite Guide Pad | 1 | M3 | T10 | ||
Drill Head | JK Ø 49.41 – JK Ø 65.00 | 1 | |||
Universal Chip Breaker | Special Chip Breaker | ||||
Peripheric Insert | 1 | M2.5JK | T7 | ||
Guide Pad | 2 | M5 | T20 | ||
Auxiliary Pad | 1 | M3 | T10 | ||
Bakelite Guide Pad | 1 | M5 | T20 | ||
Refer to deep drills for inserts chip breaker.
Special design as per customer’s request is available.
Auxiliary guide pad and bakelite guide pad are optional as per customer’s request.
As Per Request
 |
 |
Product Code | Order No. | Quantity Required | Screw | Wrench | ||
Drill Head | JK Ø 45.00DZ – JK Ø 47.99DZ | 1 | ||||
Universal Chip Breaker | Special Chip Breaker | |||||
Peripheric Pocket | 1 | M4-N | HG-3 | |||
Peripheric Insert | 1 | M2.5JK | T7 | |||
Guide Pad | 3 | M3 | T10 | |||
Auxiliary Guide Pad | 1 | M3 | T10 | |||
Bakelite Pad | 1 | M3 | T10 | |||
Drill Head | JK Ø 48.00DZ – JK Ø 49.49DZ | 1 | ||||
Universal Chip Breaker | Special Chip Breaker | |||||
Peripheric Pocket | 1 | M4-N | HG-3 | |||
Peripheric Insert | 1 | M2.5JK | T7 | |||
Guide Pad | 3 | M3 | T10 | |||
Auxiliary Guide Pad | 1 | M3 | T10 | |||
Bakelite Pad | 1 | M3 | T10 | |||
Drill Head | JK Ø 49.50DZ – JK Ø 64.99DZ | 1 | ||||
Universal Chip Breaker | Special Chip Breaker | |||||
Peripheric Pocket | 1 | M4-N | HG-3 | |||
Peripheric Insert | 1 | M2.5JK | T7 | |||
Guide Pad | 3 | M5 | T20 | |||
Auxiliary Guide Pad | 1 | M3 | T10 | |||
Bakelite Pad | 1 | M5 | T20 | |||
Drill Head | JK Ø 65.00DZ – JK Ø 72.99DZ | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M5-N | HG-4 | |||
Peripheric Insert | 1 | M3 | T10 | |||
Guide Pad | 3 | M5 | T20 | |||
Auxiliary Guide Pad | 1 | M3 | T10 | |||
Bakelite Pad | 1 | M5 | T20 | |||
Drill Head | JK Ø 73.00DZ – JK Ø 79.99DZ | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | |||
Peripheric Insert | 1 | M4 | T15 | |||
Guide Pad | 3 | M5 | T20 | |||
Auxiliary Guide Pad | 1 | M3 | T10 | |||
Bakelite Pad | 1 | M5 | T20 | |||
Drill Head | JK Ø 80.00DZ – JK Ø 106.99DZ | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | |||
Peripheric Insert | 1 | M4 | T15 | |||
Guide Pad | 3 | M5 | T20 | |||
Auxiliary Guide Pad | 1 | M3 | T10 | |||
Bakelite Pad | 1 | M5 | T20 | |||
Drill Head | JK Ø 107.00DZ – JK Ø 180.00DZ | 1 | ||||
Universal Chip Breaker | Efficient Processing | Special Chip Breaker | ||||
Peripheric Pocket | 1 | M6-N | HG-5 | |||
Peripheric Insert | 1 | M4 | T15 | |||
Guide Pad | 5 | M5 | T20 | |||
Auxiliary Guide Pad | 1 | M3 | T10 | |||
Bakelite Pad | 1 | M5 | T20 | |||
Applied on Heat Exchanger Machining in Power Generation and Chemical Industry
Tube sheet is widely used in chemical container, pressure vessel, power generation equipment, boiler, condenser, central air conditioning, evaporator, seawater desalination and other industries with main features of multiple holes, small apertures, dense holes, high accuracy and surface finish requirements in the sheet. BTA style drilling tools are more suitable for tube sheet drilling considering production efficiency and holes quality. It is also a trend for selecting drill bits of tube sheet. Both machines and tube sheet quality will significantly influence equipment assembly and performance.
Microbore introduces two types of BTA deep hole drilling Type 5 and Type 6 based on different processing.
- Type 6 is a special deep hole drilling for tube sheet, applicable for advanced tube sheet deep hole processing.
- Type 5 is for less advanced tube sheet deep hole drilling.
 |  |
Type 6
 |
Order No. | Diameter | Dimension | |||
L | d3 | d5 | L1 | ||
GB6-Dxx.xx-SK | ø15.60 – ø16.20 | 43 | 10.8 | 12.6 | 20 |
GB6-Dxx.xx-SK | ø16.21 – ø16.70 | 43 | 10.8 | 12.6 | 20 |
GB6-Dxx.xx-SK | ø16.71 – ø17.20 | 43 | 11.8 | 13.6 | 20 |
GB6-Dxx.xx-SK | ø17.21 – ø17.70 | 43 | 11.8 | 13.6 | 20 |
GB6-Dxx.xx-SK | ø17.71 – ø18.40 | 47 | 12.5 | 14.5 | 21.5 |
GB6-Dxx.xx-SK | ø18.41 – ø18.90 | 47 | 12.5 | 14.5 | 21.5 |
GB6-Dxx.xx-SK | ø18.91 – ø19.20 | 47 | 13.5 | 15.5 | 21.5 |
GB6-Dxx.xx-SK | ø19.21 – ø20.00 | 47 | 13.5 | 15.5 | 21.5 |
GB6-Dxx.xx-SK | ø20.01 – ø20.90 | 52.5 | 14 | 16 | 21.5 |
GB6-Dxx.xx-SK | ø20.91 – ø21.80 | 52.5 | 14 | 16 | 21.5 |
GB6-Dxx.xx-SK | ø21.81 – ø22.90 | 56 | 16 | 18 | 21.5 |
GB6-Dxx.xx-SK | ø22.91 – ø24.10 | 56 | 16 | 18 | 21.5 |
GB6-Dxx.xx-SK | ø24.11 – ø25.20 | 57.5 | 17.5 | 19.5 | 21.5 |
GB6-Dxx.xx-SK | ø25.21 – ø26.40 | 57.5 | 17.5 | 19.5 | 21.5 |
Type 5
 |
Order No. | Diameter | Dimension | |||
L | d3 | d5 | L1 | ||
GB5-Dxx.xx-DK | ø15.60 – ø16.20 | 43 | 10.8 | 12.6 | 20 |
GB5-Dxx.xx-DK | ø16.21 – ø16.70 | 43 | 10.8 | 12.6 | 20 |
GB5-Dxx.xx-DK | ø16.71 – ø17.20 | 43 | 11.8 | 13.6 | 20 |
GB5-Dxx.xx-DK | ø17.21 – ø17.70 | 43 | 11.8 | 13.6 | 20 |
GB5-Dxx.xx-DK | ø17.71 – ø18.40 | 47 | 12.5 | 14.5 | 21.5 |
GB5-Dxx.xx-DK | ø18.41 – ø18.90 | 47 | 12.5 | 14.5 | 21.5 |
GB5-Dxx.xx-DK | ø18.91 – ø19.20 | 47 | 13.5 | 15.5 | 21.5 |
GB5-Dxx.xx-DK | ø19.21 – ø20.00 | 47 | 13.5 | 15.5 | 21.5 |
GB5-Dxx.xx-DK | ø20.01 – ø20.90 | 52.5 | 14 | 16 | 21.5 |
 |
Order No. | Diameter | Dimension | |||
L | d3 | d5 | L1 | ||
GB5-Dxx.xx-SK | ø20.91 – ø21.80 | 52.5 | 14 | 16 | 21.5 |
GB5-Dxx.xx-SK | ø21.81 – ø22.90 | 56 | 16 | 18 | 21.5 |
GB5-Dxx.xx-SK | ø22.91 – ø24.10 | 56 | 16 | 18 | 21.5 |
GB5-Dxx.xx-SK | ø24.11 – ø25.20 | 57.5 | 17.5 | 19.5 | 21.5 |
GB5-Dxx.xx-SK | ø25.21 – ø26.40 | 57.5 | 17.5 | 19.5 | 21.5 |
Carbide gundrill is applicable for deep holes that maintains drilling accuracy at IT6-IT10, length/dia ration over 100 and Ra < 3 micron.
 |
Dia Range | d1 | L1 | L2 | L |
ø4.50 – ø9.99 | 16 | 45 | 31 | As per request |
ø10.00 – ø13.99 | 20 | 63 | 34 | As per request |
ø14.00 – ø20.00 | 25 | 70 | 34 | As per request |
ø20.01 – ø30.00 | 32 | 70 | 34 | As per request |
Carbide Gundrill Recomended Cutting Parameter
Material | HB | Cutting Speed | 4.50 – 6.30 | 6.00 – 12.50 | 12.50 – 40.50 |
Carbon Steel | 90 – 200 | 60 – 120 | 0.005 – 0.030 | 0.015 – 0.055 | 0.020 – 0.110 |
125 – 225 | 50 – 120 | 0.005 – 0.030 | 0.015 – 0.055 | 0.020 – 0.110 | |
150 – 250 | 40 – 100 | 0.004 – 0.025 | 0.010 – 0.050 | 0.020 – 0.100 | |
Low Alloy | 150 – 260 | 40 – 120 | 0.004 – 0.030 | 0.010 – 0.055 | 0.020 – 0.110 |
220 – 450 | 40 – 120 | 0.004 – 0.025 | 0.010 – 0.050 | 0.020 – 0.100 | |
High Alloy | 150 – 250 | 40 – 100 | 0.004 – 0.025 | 0.010 – 0.050 | 0.020 – 0.100 |
250 – 350 | 50 – 100 | 0.005 – 0.025 | 0.010 – 0.050 | 0.030 – 0.100 | |
Cast Steel | 90 – 225 | 50 – 120 | 0.005 – 0.030 | 0.010 – 0.055 | 0.020 – 0.110 |
150 – 250 | 40 – 100 | 0.004 – 0.025 | 0.010 – 0.050 | 0.020 – 0.100 | |
Femitic Stainless Steel | 150 – 270 | 40 – 90 | 0.004 – 0.025 | 0.010 – 0.040 | 0.020 – 0.100 |
Martensitic Stainless Steel | |||||
Austensitic Stainless Steel | 150 – 275 | 40 – 90 | 0.004 – 0.025 | 0.010 – 0.040 | 0.020 – 0.100 |
Mallezable Cast Iron | 110 – 145 | 70 – 90 | 0.008 – 0.030 | 0.020 – 0.070 | 0.050 – 0.190 |
150 – 270 | 60 – 90 | 0.005 – 0.030 | 0.010 – 0.070 | 0.030 – 0.190 | |
Gary Cast Iron | 150 – 220 | 60 – 90 | 0.005 – 0.030 | 0.010 – 0.070 | 0.030 – 0.190 |
200 – 330 | 15 – 90 | 0.003 – 0.030 | 0.005 – 0.070 | 0.010 – 0.190 | |
Milling Cast Iron | 125 – 230 | 70 – 90 | 0.008 – 0.030 | 0.020 – 0.070 | 0.050 – 0.190 |
200 – 300 | 60 – 90 | 0.005 – 0.030 | 0.010 – 0.070 | 0.030 – 0.190 | |
Aluminium Alloy | 40 – 100 | 65 – 300 | 0.005 – 0.040 | 0.020 – 0.070 | 0.030 – 0.150 |
70 – 160 | 65 – 300 | 0.005 – 0.040 | 0.020 – 0.070 | 0.030 – 0.150 | |
Copper and Copper Alloy | 50 – 200 | 65 – 300 | 0.005 – 0.040 | 0.020 – 0.070 | 0.030 – 0.150 |
Carbide deep hole drill is applied to deep holes with drilling accuracy at IT8-IT9,drilling length/diameter <100, surface roughness Ra <3.2um.
There are 3 types of deep hole drills: BTA; Ejector; and Drilling head. Shown with B, P, D. B and P type drilling heads are commonly used.
B type Drilling Head (Single Tube)
 |
B type Drilling Head List
Drilling Dia. | D2 | D3 | L1 | F |
6.0 – 6.59 | 4.6 | 4 | 15 | |
6.6 – 7.29 | 5.1 | 4.5 | 15 | |
7.3 – 7.79 | 5.6 | 5 | 15 | |
7.8 – 8.59 | 6.1 | 5.5 | 20 | |
8.6 – 9.49 | 6.6 | 6 | 20 | |
9.5 – 10.49 | 7.1 | 6.4 | 20 | |
10.5 – 11.49 | 7.6 | 6.8 | 20 | |
11.5 – 12.5 | 8.1 | 7.2 | 20 | |
12.51 – 13.5 | 9 | 7.5 | 23 | |
13.51 – 14.5 | 11 | 10 | 23 | |
14.51 – 15.5 | 12 | 11 | 23 | |
15.51 – 16.5 | 12.5 | 10.5 | 22 | |
16.51 – 17.5 | 13.5 | 11.5 | 23 | |
17.51 – 18.4 | 14.5 | 12.5 | 24 | |
18.41 – 20.0 | 15 | 13.5 | 30 | |
20.01 – 21.8 | 16 | 14 | 26 | |
21.81 – 24.1 | 18 | 16 | 27 | |
24.11 – 26.4 | 19.5 | 17.5 | 27 | |
26.41 – 28.7 | 21 | 19 | 27 | |
28.71 – 31.0 | 23.5 | 21 | 30 | |
31.01 – 33.3 | 25.5 | 23 | 30 | |
33.31 – 36.2 | 28 | 25.5 | 30 | |
36.21 – 39.6 | 30 | 27 | 37 | |
39.61 – 43.0 | 33 | 30 | 37 | |
43.01 – 47.0 | 36 | 33 | 37 | |
47.01 – 51.7 | 39 | 36 | 37 | |
51.71 – 56.2 | 43 | 39.5 | 41 | |
56.21 – 65.99 | 47 | 43.5 | 41 | |
66.0 – 72.99 | 58 | 53 | 77 | |
73.0 – 79.99 | 63 | 58 | 77 | |
80.0 – 86.99 | 69 | 64 | 100 | |
87.0 – 100.0 | 76 | 71 | 100 | |
P Type Drill (Double Tube)
 |
P Type Drills List
Drill Diameter | D2 | D3 | L1 | F |
18.41 – 20.00 | 16 | 14 | 21.5 | |
20.01 – 21.8 | 18 | 16 | 21.5 | |
21.81 – 24.1 | 19.5 | 17.5 | 21.5 | |
24.11 – 26.4 | 21 | 19 | 21.5 | |
26.41 – 28.7 | 23.5 | 21 | 24.5 | |
28.71 – 31.0 | 25.5 | 23 | 24.5 | |
31.01 – 33.3 | 28 | 25.5 | 24.5 | |
33.31 – 36.2 | 30 | 27 | 30.5 | |
36.21 – 39.6 | 33 | 30 | 30.5 | |
39.61 – 43.0 | 36 | 33 | 30.5 | |
43.01 – 47.0 | 39 | 36 | 30.5 | |
47.01 – 51.7 | 43 | 39.5 | 34.5 | |
51.71 – 56.2 | 47 | 43.5 | 34.5 | |
56.21 – 65.0 | 51 | 47.5 | 34.5 | |
Drilling Rod
Coupling drilling rod for B Type Deep Hole Drill (one is required)
 |
Drill Diameter | Drilling Rod (B Type) | |
D | d | |
18.41 – 20.00 | 17.0 | 11.5 |
20.01 – 21.8 | 18.0 | 12.0 |
21.81 – 24.1 | 20.0 | 13.0 |
24.11 – 26.4 | 22.0 | 14.0 |
26.41 – 28.7 | 24.0 | 15.5 |
28.71 – 31.0 | 26.0 | 17.0 |
31.01 – 33.3 | 28.0 | 18.5 |
33.31 – 36.2 | 30.0 | 20.0 |
36.21 – 39.6 | 33.0 | 23.0 |
39.61 – 43.0 | 36.0 | 25.5 |
43.01 – 47.0 | 39.0 | 28.0 |
47.01 – 51.7 | 43.0 | 31.0 |
51.71 – 56.2 | 47.0 | 35.0 |
56.21 – 64.5 | 51.0 | 36.0 |
64.51 – 65.5 | 56.0 | 39.0 |
65.51 – 72.8 | 62.0 | 45.0 |
72.81 – 79.8 | 68.0 | 48.0 |
79.81 – 86.8 | 75.0 | 55.0 |
6.81 – 101.6 | 82.0 | 60.0 |
101.61 – 111.6 | 94.0 | 72.0 |
111.61 – 125.0 | 106.0 | 82.0 |
P Type Deep Hole Drill Matching Connecting Rod (External and Internal Rod) length of connecting rod: guide supporting pocket, central supporting pocket’s width and length inside connecting parts plus component’s length should all be considered.
Coupling Drilling Rod for P Type Deep Hole Drills
 | |
External Drilling Rod | Internal Drilling Rod |
Product List for B Type Drilling Rod
Drilling Range | External Drilling Rod (P Type) | Internal Drilling Rod (P Type) | ||
D | d | D | d | |
18.41 – 20.00 | 18.0 | 12.0 | 10.0 | 9.0 |
20.01 – 21.8 | 19.5 | 14.0 | 12.0 | 11.0 |
21.81 – 24.1 | 21.5 | 15.0 | 13.0 | 12.0 |
24.11 – 26.4 | 23.5 | 16.0 | 14.0 | 13.0 |
26.41 – 28.7 | 26.0 | 18.0 | 16.0 | 14.0 |
28.71 – 31.0 | 28.0 | 20.0 | 18.0 | 16.0 |
31.01 – 33.3 | 30.5 | 22.0 | 20.0 | 18.0 |
33.31 – 36.2 | 33.0 | 24.0 | 22.0 | 20.0 |
36.21 – 39.6 | 35.5 | 26.0 | 24.0 | 22.0 |
39.61 – 43.0 | 39.0 | 29.0 | 27.0 | 25.0 |
43.01 – 47.0 | 42.5 | 32.0 | 30.0 | 28.0 |
47.01 – 51.7 | 46.5 | 35.0 | 32.0 | 30.0 |
51.71 – 56.2 | 51.0 | 39.0 | 36.0 | 34.0 |
56.21 – 65.0 | 55.5 | 43.0 | 40.0 | 38.0 |
P Type Deep Hole Drill Matching Connecting Rod (External and Internal Rod) length of connecting rod: guide supporting pocket, central supporting pocket’s width and length inside connecting parts plus component’s length should all be considered.
P type internal connecting rod length = external connecting rod’s length + a
a is up to connecting parts
Recommended Cutting Parameter for Deep Hole Drilling
Material | HB | Speed | Feed | ||||
12 – 25 | 25 – 43 | 43.1 – 65 | 65 – 85 | > 85 | |||
Carbon Steel | 125 | 50 -120 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.35 | 0.15 – 0.25 | 0.18 – 0.3 |
190 | 50 -120 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.35 | 0.15 – 0.25 | 0.18 – 0.3 | |
250 | 50 -120 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.35 | 0.15 – 0.25 | 0.18 – 0.3 | |
220 | 50 -120 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.35 | 0.15 – 0.25 | 0.18 – 0.3 | |
300 | 50 -120 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.35 | 0.15 – 0.25 | 0.18 – 0.3 | |
Low Carbon Alloy Steel | 200 | 50 – 110 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.30 | 0.15 – 0.25 | 0.18 – 0.3 |
275 | 50 – 110 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.30 | 0.15 – 0.25 | 0.18 – 0.3 | |
300 | 50 – 110 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.30 | 0.15 – 0.25 | 0.18 – 0.3 | |
350 | 50 – 110 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.30 | 0.15 – 0.25 | 0.18 – 0.3 | |
High Carbon Alloy Steel | 200 | 50 – 120 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.30 | 0.15 – 0.25 | 0.18 – 0.3 |
325 | 50 – 120 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.30 | 0.15 – 0.25 | 0.18 – 0.3 | |
Stainless Steel | 200 | 40 – 110 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.35 | 0.15 – 0.25 | 0.18 – 0.3 |
240 | 40 – 110 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.35 | 0.15 – 0.25 | 0.18 – 0.3 | |
Malleable Cast Iron | 180 | 40 – 110 | 0.05 – 0.15 | 0.08 – 0.25 | 0.12 – 0.35 | 0.15 – 0.25 | 0.18 – 0.3 |
130 | 60 – 110 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.35 | 0.15 – 0.2 | 0.18 – 0.23 | |
230 | 60 – 110 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.35 | 0.15 – 0.2 | 0.18 – 0.23 | |
Gray Cast Iron | 160 | 60 – 110 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.35 | 0.15 – 0.2 | 0.18 – 0.23 |
250 | 60 – 110 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.35 | 0.15 – 0.2 | 0.18 – 0.23 | |
Nodular Cast Iron | 180 | 50 – 110 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.35 | 0.15 – 0.2 | 0.18 – 0.23 |
260 | 50 – 110 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.35 | 0.15 – 0.2 | 0.18 – 0.23 | |
Refined Aluminium Alloy | 60 | 60 – 130 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.35 | 0.1 – 0.3 | 0.1 – 0.3 |
100 | 60 – 130 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.35 | 0.1 – 0.3 | 0.1 – 0.3 | |
Cast Aluminium Alloy | 75 | 60 – 130 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.28 | 0.1 – 0.3 | 0.1 – 0.3 |
90 | 60 – 130 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.28 | 0.1 – 0.3 | 0.1 – 0.3 | |
130 | 60 – 130 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.28 | 0.1 – 0.3 | 0.1 – 0.3 | |
Copper Alloy | 110 | 60 – 130 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.28 | 0.1 – 0.3 | 0.1 – 0.3 |
90 | 60 – 130 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.28 | 0.1 – 0.3 | 0.1 – 0.3 | |
100 | 60 – 130 | 0.05 – 0.15 | 0.08 – 0.2 | 0.12 – 0.28 | 0.1 – 0.3 | 0.1 – 0.3 | |
200 | 20 – 65 | 0.05 – 0.15 | 0.08 – 0.18 | 0.12 – 0.28 | 0.1 – 0.3 | 0.1 – 0.3 | |
Fe-based Alloy | 280 | 20 – 65 | 0.05 – 0.15 | 0.08 – 0.18 | 0.12 – 0.28 | 0.15 – 0.25 | 0.1 – 0.3 |
Ni-based Alloy | 250 | 20 – 65 | 0.05 – 0.15 | 0.08 – 0.18 | 0.12 – 0.28 | 0.15 – 0.25 | 0.1 – 0.3 |
350 | 20 – 65 | 0.05 – 0.15 | 0.08 – 0.18 | 0.12 – 0.28 | 0.15 – 0.25 | 0.1 – 0.3 | |
Co-based Alloy | 320 | 20 – 65 | 0.05 – 0.15 | 0.08 – 0.18 | 0.12 – 0.28 | 0.15 – 0.25 | 0.1 – 0.3 |
Titanium Alloy | 30 – 60 | 0.05 – 0.15 | 0.08 – 0.18 | 0.12 – 0.28 | 0.15 – 0.25 | 0.1 – 0.3 | |
Recommended Coolant Flow
 |
Recommended Coolant Pressure
 |
Cutting parameter is for reference only and should be adjusted based on actual cutting conditions
Line Number | Issue | Reason | Solution |
1. | Too Short Chips | Incorrect cutting parameter | Ajust Speed and Feed |
Incorrect chip breaker, fillet angle too small or too deep | Change chip breaker | ||
Unstable component material | Adjust to appropriate speed and feed | ||
Inappropriate initial cutting (component is not centered) | Adjust component with central height | ||
2. | Too Long Chips | Incorrect cutting parameter | Adjust speed and feed |
Incorrect chip breaker, fillet angle too small or too deep | Change chip breaker | ||
3. | Unstable chips | Unstable component material | Adjust to appropriate speed and feed |
Incorrect feeding device (for example use hydrolinder | Consult equipment supplier or sales engineer | ||
Not enough coolant resulting in chip congestion | Increase coolant | ||
Component and tools are not rigid resulting in vibration | Consult equipment supplier or sales engineer | ||
4. | Fibrous Chips | Unstable component material | Adjust to appropriate speed and feed |
Incorrect feeding device (for example use hydrolinder | Consult equipment supplier or sales engineer | ||
Contaminated coolant | Clean the coolant | ||
Chemical reaction between component and carbide | Check and change cutting tools grade | ||
Cutting edge chips off | Change the drill | ||
Low feed | Increase the feed | ||
5. | Carbide cutting | Cutting tools are not sharp enough | Resharp and grind the cutting edge |
Not enough coolant | Check flow and pressure | ||
Contaminated coolant | Clean the coolant | ||
Small guide bushing tolerance | Change smaller dia drill if necessary | ||
Eccentricity between shank and spindle | Adjust eccentricity | ||
Incorrect cutting edge parameter | Change cutting edge parameter | ||
Unstable component material | Adjust to appropriate speed and feed | ||
6. | Short cutting life | Inappropriate feed or speed | Adjust feed and speed |
Inapproprate carbide grade or coating | Change grade according to materials | ||
Not enough coolant | Check coolant temperature and coolant system | ||
Incorrect coolant | Incorrect coolant | ||
Eccentricity between shank and spindle | Adjust eccentricity | ||
Incorrect cutting edge parameter | Change cutting edge parameter | ||
Unstable component material | Adjust to appropriate speed and feed | ||
7. | Rough surface | Eccentricity | Check and adjust |
Chip breaker too big or lower than central height | Check correct chip breaker | ||
Incorrect cutting tool or guide bar dimensions | Select correct cutting tools | ||
Eccentricity between component and drills | Adjust eccentricity | ||
Vibration | Consult equipment supplier or cutting tools engineer | ||
Incorrect cutting edge parameter | Change cutting edge parameter | ||
Low cutting speed | Provide cutting speed | ||
Low feed while cutting carbide material | Increase feed | ||
Unstable feed | Improve feed | ||
8. | Eccentricity | Deviation between machine and component | Adjust |
Too long drill rod or poor straightness | Adjust | ||
Too long drill rod or poor straightness | Change cutting tools or parts | ||
Component material (features, hardness, impurity) | Select correct cutting tools and cutting parameter | ||
9. | Spiral holes | Chip off on peripheric inserts clamp | Change |
Wear on guide pad resulting in less support | Change and adjust | ||
Deviation between machine and component | Adjust | ||
Less coolant and lubrication | Adjust coolant | ||
10. | Too much cutting | Cutting tools are not sharp enough | Select correct cutting tools |
Incorrect cutting parameter | Adjust cutting parameter | ||
Machine is not rigid with less feed | Adjust machine or decrease drill diameter | ||
Drill Dia. | d2 | d3 | d4 | d5 | d6 | d7 | L1 | L2 | L3 | J | T | S |
25 ~ 26.4 | 13 | 17.5 | 19 | 19.5 | 18 | 17.7 | 27 | 18.5 | 6 | 3 | 3 | 1.7 |
26.41 ~ 28.7 | 15 | 19 | 20.5 | 21 | 19.5 | 19.2 | 27 | 18.5 | 6 | 3 | 3 | 1.7 |
28.71 ~ 31.8 | 16 | 21 | 23 | 23.5 | 21.5 | 21.2 | 30 | 21.5 | 6 | 4 | 4 | 2.2 |
31.81 ~ 33.3 | 17.5 | 23 | 25 | 25.5 | 23.5 | 23.2 | 30 | 21.5 | 6 | 4 | 4 | 2.2 |
33.31 ~ 36.2 | 19 | 25.5 | 27.5 | 28 | 26 | 25.7 | 30 | 21.5 | 6 | 4 | 4 | 2.2 |
36.21 ~ 39.6 | 22 | 27 | 29.4 | 30 | 27.5 | 27.2 | 37 | 26.5 | 7 | 4 | 5 | 2.7 |
39.61 ~ 43 | 24.5 | 30 | 32.4 | 33 | 30.5 | 30.2 | 37 | 26.5 | 7 | 4 | 5 | 2.7 |
43.01 ~ 47 | 27 | 33 | 35.4 | 36 | 33.5 | 33.2 | 37 | 26.5 | 7 | 4 | 5 | 2.7 |
47.01 ~ 52.5 | 30 | 36 | 38.4 | 39 | 36.5 | 36.2 | 37 | 26.5 | 7 | 4 | 5 | 2.7 |
52.51 ~ 56.2 | 34 | 39.5 | 42.4 | 43 | 40 | 39.7 | 41 | 30.5 | 7 | 5 | 6 | 3.2 |
56.21 ~ 64.5 | 36 | 43.5 | 46.4 | 47 | 44 | 43.7 | 41 | 30.5 | 7 | 5 | 6 | 3.2 |
64.51 ~ 65.5 | 39 | 47 | 51.5 | 52 | 47.5 | 47 | 77 | 53 | 11.5 | 7 | 8 | 4.5 |
65.51 ~ 72.8 | 45 | 53 | 57.5 | 58 | 53.5 | 53 | 77 | 53 | 11.5 | 7 | 8 | 4.5 |
72.81 ~ 79.8 | 48 | 58 | 62.5 | 63 | 58.5 | 58 | 77 | 53 | 11.5 | 7 | 8 | 4.5 |
79.81 ~ 86.8 | 55 | 64 | 68.5 | 69 | 64.5 | 64 | 100 | 72 | 12 | 11 | 12 | 6.5 |
86.81 ~ 101.6 | 60 | 71 | 75.5 | 76 | 71.5 | 71 | 100 | 72 | 12 | 11 | 12 | 6.5 |
101.61 ~ 111.6 | 72 | 83 | 88 | 89 | 84 | 83.2 | 100 | 73 | 13 | 10 | 11 | 6 |
111.61 ~ 125 | 82 | 95 | 100 | 101 | 96 | 95.2 | 100 | 73 | 13 | 11 | 12 | 65 |
Customized threading for drill head is available according to client’s drawing and samples.